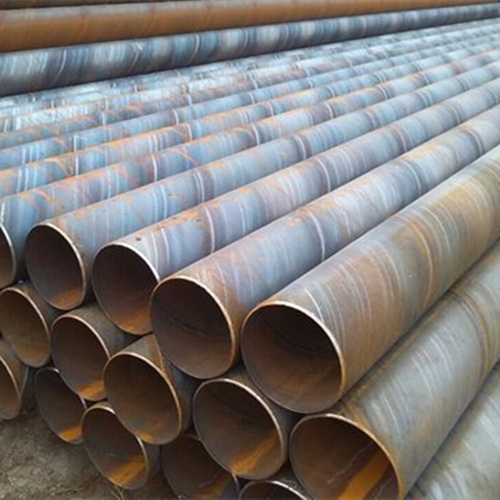
スパイラル溶接鋼管はすべてサブマージアーク溶接法を採用し、ストレートシーム溶接鋼管はショートUOE用サブマージアーク溶接ストレートシーム鋼管、ショートERW用ストレートシーム高周波抵抗溶接を採用しています。
サブマージアーク溶接と比較して、高周波抵抗溶接鋼管(ERW鋼管)は、溶接プロセス中に溶接材料を追加しません。したがって、形成された溶接部は母材金属の化学組成と完全に一致しています。鋼管が溶接された後、冷間加工の内部応力を作るために焼きなましが行われ、溶接の内部応力が改善されるため、ERW鋼管の総合的な機械的特性が向上します。しかし、現在、上海エリソンと広東番禺珠江鋼管工場に代表されるメーカーは、φ355mm以下のパイプしか製造しておらず、大口径のガスパイプラインは選択できません。縦サブマージアーク溶接(UOE鋼管)は、溶接後の冷間膨張プロセスを使用してパイプを膨張させるため、UOE鋼管の幾何学的サイズは比較的正確であり、UOE鋼管を接続したときの相手の品質は良好です溶接品質を保証します。内部応力の一部が解消されます。また、UOE鋼管の溶接にはマルチワイヤ溶接(3ワイヤ、4ワイヤ)が採用されています。この溶接プロセスは、溶接中に発生する線エネルギーが少なく、母材金属の熱影響部への影響が少なくなります。マルチワイヤ溶接の後パス溶接ワイヤは、前の溶接ワイヤへの溶接中に発生した応力を除去する役割を果たし、それによって鋼管の機械的特性を向上させることができます。
スパイラル溶接パイプと比較して、ストレートシームサブマージアーク溶接鋼管の溶接シームの長さは短いため、溶接欠陥と影響は比較的小さいです。高圧パイプラインでは、ストレートシームパイプの母材は、鋼板の100%の超音波探傷を1つずつ達成でき、母材の高圧パイプラインの要件を満たしています。しかし、UOE鋼管の総合性能は他の鋼管よりも優れているものの、価格が高いため、資金不足のユーザーは落胆しています。スパイラル鋼管の溶接部はスパイラル状に分布しています。一般的に言えば、溶接部の熱影響部を含む鋼管の溶接部は、鋼管の機械的特性が悪い部分であり、圧力管の最大内部応力は軸方向に沿って分布し、スパイラル溶接パイプは、弱い部分が最大の内部応力の方向を回避し、それによって鋼管の性能を向上させます。また、スパイラル鋼管の溶接シーム形成と溶接シームの高さにより、外部防食を行うことがより難しくなり、2つの溶接シームの間にギャップが形成される場合があります。この技術は、スパイラル鋼管の防食を解決できます。
投稿時間: 2022 年 11 月 2 日